Plastics for 3D Printing: A Complete Guide to Materials, Properties, and Applications?
Choosing the wrong plastic for 3D printing wastes time and money. Weak parts and failed prints hurt your business. I will show you how to pick the exact right material.
Plastics for 3D printing are synthetic materials designed for additive manufacturing. The best choice depends on your specific printing technology, structural needs, and cost limits. You must look at material behaviors like thermal shrinkage and layer adhesion rather than just reading basic specification sheets.
Let us look deeper into the engineering side of these materials. You will see why picking the right plastic is not just about reading a list of popular names.
What Are Plastics in 3D Printing? An Overview of Material Types?
Many engineers struggle with the huge number of plastic options. Buying random spools or pellets causes production delays. We need to look at plastics through an engineering lens.
Plastics in 3D printing are polymers shaped by heat, light, or lasers. They are not just chemical names. They are engineering materials defined by how they melt, flow, and bond. Choosing a material means making a clear choice about structure, process, and cost.
In my 27 years of manufacturing experience at CHENcan CNC, I have seen many companies treat plastic selection like a simple shopping list. They look at the most popular names and buy them. This is a big mistake. We build industrial 3D printers that use pellet materials. I always tell my clients that material selection is an engineering decision. You must look at material behavior. You need to know exactly how the plastic acts when it melts and cools.
Key Material Behaviors to Watch
Instead of memorizing chemical names, you must focus on how the material acts during the printing process. When we test materials on our large-scale pellet printers, we look at specific traits.
| Material Behavior | Why It Matters for Engineering |
|---|---|
| Melt Flow Rate | Determines how fast and smoothly the plastic pushes through the nozzle. |
| Layer Adhesion | Controls the true strength of the final printed part on the Z-axis. |
| Thermal Shrinkage | Causes severe warping and size errors, especially in large prints. |
| Heat Deflection | Shows the exact temperature where the part starts to bend or fail. |
Thermal shrinkage is the biggest enemy of large structures. Internal stress matters much more than the raw strength printed on a data sheet. If a strong plastic shrinks too much, the part will crack before you even finish printing it. You must balance the physical properties with how easy the material is to print.
How 3D Printing Technologies Determine Plastic Choice?
Picking a plastic before choosing your machine leads to bad results. The wrong material will clog your system or ruin the part. The printing technology must always come first.
Your 3D printing technology completely decides your material choices. FDM needs stable filaments. Pellet printing requires good melt control. SLS needs fine powder flow, and SLA relies on light-curing traits. You must pick the machine process before you pick the exact plastic material.
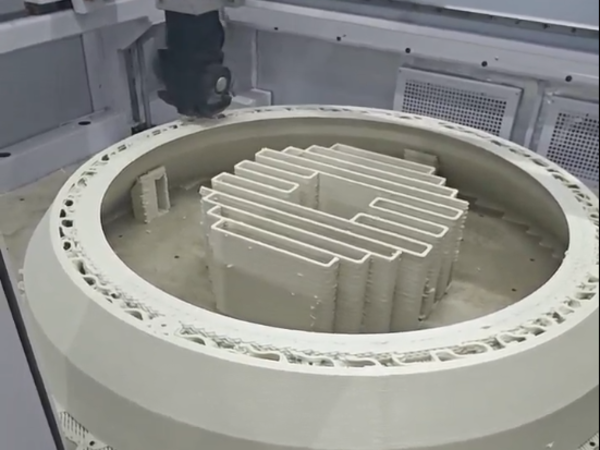
I remember a client who wanted to print a massive boat hull using standard filament. They bought the material first. I had to explain that printing technology precedes material selection. For a huge part, standard filament is too slow and too expensive. We moved them to an industrial pellet 3D printer. The physical form of the material changes everything about how you process it.
How Process Dictates Material Form
Different machines use plastics in completely different states. You cannot use the same logic for all of them.
| Printing Technology | Material Form | Key Engineering Focus |
|---|---|---|
| FDM (Fused Deposition)1 | Solid Filament | Thread stability and consistent diameter. |
| Pellet Extrusion (FGF)2 | Plastic Pellets | Low material cost and precise plasticization control. |
| SLS / MJF3 | Fine Powder | Powder flowability and stable laser sintering. |
| SLA / DLP4 | Liquid Resin | Fast light curing and low liquid viscosity. |
If you use a pellet system, your main job is controlling how the pellets melt together. If you use SLS, you must care about how the powder spreads. You do not just pick "Nylon." You pick "Nylon powder for SLS" or "Nylon pellets for FGF." The machine dictates the physical form, and the physical form dictates how you control the heat and speed.
Common Thermoplastics for FDM 3D Printing?
Using weak plastics for industrial jobs causes parts to break under pressure. Standard filaments often fail in real-world tests. You must know the limits of basic FDM materials.
Common FDM thermoplastics include PLA5, ABS6, and PETG7. PLA is cheap and easy to print but lacks heat resistance. ABS offers good impact strength but shrinks a lot. PETG provides a good balance of strength and chemical resistance. You must match these traits to your load conditions.
When engineers look at common thermoplastics, they often focus too much on the basic parameter sheets. At CHENcan CNC, we know that industrial use requires stability, not just good numbers on a piece of paper. You must think about batch consistency. If you buy one hundred rolls of ABS, the last roll must print exactly like the first roll.
The Hidden Challenges of Common Plastics
There are hidden factors that ruin prints if you do not pay attention. Water is a massive problem for many common plastics.
| Common Plastic | Main Engineering Strength | Biggest Processing Challenge |
|---|---|---|
| PLA | Very low thermal shrinkage. | Softens at very low temperatures (around 60°C). |
| ABS | High impact resistance. | High shrinkage causes severe warping and cracking. |
| PETG | Great layer bonding and flex. | Strings easily and absorbs moisture from the air. |
Moisture control is critical. If your PETG absorbs water from the air, the water boils inside the hot nozzle. This creates bubbles and destroys the layer adhesion. You must keep the material dry. Long-term thermal stability is also vital. If a print takes four days, the plastic sitting in the heated chamber must not degrade over time. You must plan for the whole printing cycle.
Engineering and High-Performance Plastics Explained?
Standard plastics melt or snap in harsh environments. Replacing metal parts with weak plastic is a costly error. High-performance plastics solve these extreme heat and stress problems.
Engineering plastics like Nylon, Polycarbonate, PEEK, and PEI handle extreme stress and high heat. They replace metal in many industrial jobs. However, they are very hard to print. They require high-temperature nozzles and heated chambers to stop internal stress and prevent severe warping.
I once worked with an aerospace client who needed a custom bracket. They wanted to use PEEK because it is incredibly strong. I told them that printing PEEK is not just about having a hot nozzle. When you print high-performance plastics, thermal management is your main job. The temperature gap between the melted plastic and the room air creates massive internal stress.
Managing Stress in High-Performance Prints
If you ignore internal stress, your strong material will simply pull itself apart.
| Engineering Plastic | Best Use Case | Critical Printing Requirement |
|---|---|---|
| Nylon (PA) | High wear and friction parts. | Needs intense drying before printing. |
| Polycarbonate (PC)8 | High impact and clear parts. | Needs a very hot build chamber. |
| PEEK / PEI9 | Aerospace and medical tools. | Requires nozzle temperatures over 400°C. |
In large structures, this internal stress is a bigger threat than raw physical impacts. A PEEK part might have a huge tensile strength on paper. But if the layers cool too fast, the part will split right down the middle. You must control the cooling rate. You need heavy-duty machines that keep the ambient heat perfectly stable. Industrial quality comes directly from this tight thermal control.
Flexible, Soluble, and Specialty 3D Printing Plastics?
Complex shapes and soft parts are impossible to make with hard plastics. Hard supports leave ugly marks on your final product. Specialty plastics give you new ways to design.
Flexible plastics like TPU create soft, rubber-like parts that bend and stretch. Soluble plastics like PVA and HIPS act as support structures for complex overhangs and dissolve in water or chemicals later. These specialty materials help you build complex geometries that hard plastics cannot achieve.
Many engineers forget that the cost of a part includes the time it takes to clean it. When you print very complex molds or automotive air ducts, removing hard plastic supports by hand takes hours. It also damages the part. I always suggest soluble supports for these jobs. But you must understand how these materials behave inside the machine.
Working with Specialty Materials
Soft materials and soluble supports change the rules of extrusion and post-processing.
| Specialty Material | Primary Function | Engineering Consideration |
|---|---|---|
| TPU (Flexible)10 | Seals, gaskets, and soft grips. | Needs a direct drive extruder to prevent jams. |
| PVA (Soluble)11 | Water-soluble support for PLA. | Extremely sensitive to air moisture. |
| HIPS (Soluble) | Chemical-soluble support for ABS. | Requires D-Limonene for safe dissolving. |
Printing TPU is like trying to push a wet noodle through a needle. The melt flow rate is completely different from hard plastics. You must print slowly. For soluble supports, post-processing adaptability is the key. You must ensure the support material sticks well to the main material during the print. It must also dissolve completely in the bath without leaving a sticky residue.
Composite and Fiber-Reinforced Plastic Materials?
Pure plastics often lack the stiffness needed for heavy loads. But adding random fibers can ruin your machine and weaken the print. You must use composite materials rationally.
Composite plastics mix a base polymer with carbon fiber or glass fiber. These fibers greatly increase the stiffness and reduce thermal shrinkage of the part. However, they can lower the layer adhesion and will quickly wear out standard brass printing nozzles.
I see many marketing brochures claim that carbon fiber filaments give a comprehensive performance boost. This is a dangerous way to think. At CHENcan CNC, we build machines for composite sandwich panels, and we know that adding fibers changes everything. Yes, the part becomes much stiffer. But you trade one property for another.
The Trade-Offs of Fiber Reinforcement
You must look at composites rationally. They fix some problems but create new ones.
| Material Trait | What the Fiber Improves | What the Fiber Ruins |
|---|---|---|
| Carbon Fiber Fill12 | Huge increase in part stiffness. | Drastically reduces layer-to-layer bond strength. |
| Glass Fiber Fill13 | Greatly lowers thermal shrinkage. | Causes severe wear on standard nozzles. |
When you add solid fibers to melting plastic, the plastic cannot flow as smoothly. The fibers get in the way of the polymer chains bonding across the Z-axis. So, your part might resist bending, but it might snap easier if you pull the layers apart. Also, these fibers act like sandpaper inside your machine. You must use hardened steel or ruby nozzles. You must plan for increased maintenance costs.
Powder and Resin Plastics Used in SLS, SLA, and MJF?
Extruding plastic through a nozzle is too slow for some small, detailed parts. FDM parts show visible lines. Powder and resin systems offer a totally different way to build.
SLS and MJF use lasers or agents to fuse nylon powders into strong parts without support structures. SLA uses UV light to cure liquid resin into highly detailed models. These plastics focus on powder flowability and light-curing speeds rather than traditional melt flow rates.
When a client needs an automotive prototype with perfect surface details, I do not suggest our large pellet machines. I tell them to look at SLA resin. The logic of the material is entirely different here. You are not melting a solid. You are triggering a chemical reaction with light. For powder systems like SLS, the physics revolve around heat and powder movement.
How Non-Extrusion Materials Behave
You must judge these materials by how they spread and react, not how they push through a tube.
| Process | Material Type | Critical Material Behavior |
|---|---|---|
| SLS | Fine Nylon Powder | Powder flowability and stable thermal fusion. |
| MJF | Fusing Powder | Fast absorption of liquid binding agents. |
| SLA | Liquid Photopolymer | Viscosity and exact light-curing reaction time. |
If an SLS powder does not flow perfectly flat, the laser will hit an uneven surface. The part will fail. In SLA, if the resin is too thick, it will not flow back under the build plate fast enough for the next layer. The printing technology demands specific physical states. You must match your environment to these states. Resins need careful UV protection, and powders need strict humidity control.
Key Material Properties: Strength, Heat Resistance, and Durability?
Looking only at tensile strength leads to broken parts in the field. Real-world conditions destroy parts through heat and time. You must understand the full range of material properties.
True material performance comes from heat deflection temperature, impact resistance, and long-term durability. A plastic might be very strong at room temperature but turn soft under the summer sun. You must choose plastics based on the exact loads and temperatures your part will face.
Engineers often point to a data sheet and say that a material has high strength. I always ask them about the temperature. In our work with special vehicle manufacturing, parts sit next to hot engines. The raw strength at room temperature means nothing. You must look at the Heat Deflection Temperature.
Moving Beyond Basic Strength
Real engineering requires a deep look at how materials survive over time.
| Property | What It Means | Why It Matters in Real Life |
|---|---|---|
| Heat Deflection | The temperature where the part bends. | Prevents parts from melting in hot cars or machines. |
| Impact Resistance | How well it takes a sudden hit. | Stops brittle materials from shattering when dropped. |
| UV Resistance | How sunlight affects the plastic. | Keeps outdoor parts from cracking over the years. |
Durability is about the whole life cycle. Will the part face harsh chemicals? Will it sit in the sun? For massive printed molds, thermal shrinkage is the absolute most important metric. If a two-meter mold shrinks by two percent, it is totally useless. You must prioritize stability and batch consistency over maximum theoretical strength. The material must stay exactly the same from day one to day one thousand.
Typical Applications of 3D Printing Plastics by Industry?
Grouping plastics by industry names does not help you make good choices. A car maker and a toy maker might need the exact same material. We must focus on value.
The best way to view applications is through value logic. Structural parts need absolute strength and dimensional stability. Display models require low cost and large size limits. Molds and fixtures demand high heat and wear resistance. End-use parts must survive long-term environmental stress.
I have sold machines to shipbuilders and automotive designers. They operate in different industries, but they often use the exact same logic for material selection. You must not pick a material just because it is popular in your industry. You must look at the specific job the part does. Material selection must serve the usage cycle and the load conditions.
Value Logic for Part Applications
Think about what the part actually does, not what industry you work in.
| Application Type | Primary Value Focus | Best Material Traits |
|---|---|---|
| Structural Components | Load bearing and safety. | High layer adhesion and low internal stress. |
| Display Models | Visuals and budget. | Cheap material cost and easy sanding. |
| Manufacturing Molds | Tooling life and accuracy. | High heat resistance and excellent wear resistance. |
| End-Use Parts | Customer satisfaction. | Long-term durability and UV stability. |
If you print a large foundry pattern, your value logic is purely about cost and size. You use a cheap pellet material on a large gantry printer. But if you print a jig for a welding robot, your value logic is heat resistance. You must use a high-performance plastic. Match the material behavior to the exact way the part creates value for your business.
How to Choose the Right Plastic for Your 3D Printing Project?
Guessing which plastic to use is a terrible strategy. Buying random materials wastes your production budget. You need a clear, step-by-step method to make the perfect engineering choice.
To choose the right plastic, you must first define your printing technology. Then, identify the exact temperatures and loads the part will face. Finally, evaluate the cost and batch consistency of the material. This structured approach guarantees you pick a plastic that meets your true needs.
After 27 years in the CNC and 3D printing industry, I have built a simple framework for material selection. I tell my clients at CHENcan CNC to stop looking at the popular trends. Material selection is a comprehensive decision based on structure, process, and cost. It is not a simple performance comparison.
The Engineering Selection Process
Follow this exact order to avoid costly mistakes in your factory.
| Selection Step | Action to Take | Why You Must Do This |
|---|---|---|
| 1. Pick the Process | Choose FDM, Pellet, SLS, or SLA. | The machine dictates the material form and logic. |
| 2. Define the Load | List the exact heat, stress, and chemicals. | Prevents you from buying weak or brittle plastics. |
| 3. Check Stability | Test for shrinkage and moisture issues. | Ensures large parts will not warp or crack. |
| 4. Calculate Cost | Look at material price and post-processing time. | Keeps your overall manufacturing budget under control. |
Always remember that printing technology precedes material selection. You cannot force a pellet material into a powder machine. Once you know your process, focus purely on material behaviors like thermal shrinkage and melt flow. If you follow this logic, your parts will succeed, your machines will run smoothly, and your business will save money.
Conclusion
Choosing the right 3D printing plastic requires matching the material behavior to your specific printing technology and structural needs. Focus on engineering stability to ensure true manufacturing success.
FDM technology requires stable filaments, making it essential to understand material properties for successful 3D printing. ↩
Pellet Extrusion offers low material cost and precise control, ideal for large-scale industrial 3D printing applications. ↩
SLS and MJF technologies provide strong parts without support structures, ideal for detailed and complex designs. ↩
SLA and DLP use light-curing traits, offering high detail and precision in 3D printed models, suitable for intricate designs. ↩
PLA is a popular, easy-to-print material with low thermal shrinkage, suitable for beginners and simple projects. ↩
ABS offers good impact strength but requires careful handling due to high shrinkage, making it suitable for durable parts. ↩
PETG balances strength and chemical resistance, ideal for parts requiring durability and flexibility. ↩
Polycarbonate provides high impact resistance and clarity, suitable for robust and transparent parts. ↩
PEEK and PEI handle extreme stress and high heat, replacing metal in industrial applications, but require advanced printing setups. ↩
TPU creates soft, flexible parts like seals and gaskets, expanding design possibilities in 3D printing. ↩
PVA dissolves in water, making it ideal for creating complex overhangs without damaging the main print. ↩
Carbon fiber fill increases stiffness but may reduce layer adhesion, requiring careful consideration in design. ↩
Glass fiber fill reduces thermal shrinkage but can wear out standard nozzles, necessitating specialized equipment. ↩