
Why Pellet 3D Printers Are Redefining High-Volume Additive Manufacturing?
You want to print large parts, but filament costs are destroying your budget and print times are too slow.
[Pellet 3D printers] solve these problems by using raw plastic granules1 instead of expensive filament spools, allowing you to print huge objects up to 10 times faster and significantly cheaper, making high-volume additive manufacturing2 actually profitable for your business.

I have seen many manufacturers struggle with the limitations of standard 3D printing. They buy a machine, but then they realize the materials cost too much for big projects. I want to show you why shifting to pellet extrusion is the right move for industrial production.
From Filament Spools to Raw Pellets: A Shift in 3D Printing Inputs?
Buying filament spools feels like paying a premium just for plastic that has been melted and stretched into a wire.
The shift to raw pellets means you buy the same raw material that injection molding factories use, which cuts out the middleman processing costs and gives you access to a massive global supply chain of standard plastics.
I always tell my clients at CHENcan CNC that the input material dictates your final profit. When you use filament, you are paying for the plastic, the spooling process, the spool itself, and the packaging. When you switch to pellets, you buy big bags of raw granules. This is the exact same material used in mass manufacturing.
The cost difference is huge. Filament can cost $20 to $50 per kilogram. Pellets often cost $2 to $5 per kilogram. If you print a chair or a car bumper mold, that difference adds up to thousands of dollars very quickly. Also, you do not have to worry about changing spools every few hours. A pellet system can feed from a large hopper that holds 50kg or 100kg of material. This allows the machine to run for days without stopping. It changes 3D printing from a prototyping tool into a real production method.
| Feature | Filament Printing (FDM) | Pellet Printing (FGF) |
|---|---|---|
| Material Form | Plastic wire on spools | Raw granules |
| Cost | High ($20-$50/kg) | Low ($2-$10/kg) |
| Availability | Limited to filament makers | Universal industrial supply |
| Refill Frequency | High (small spools) | Low (large hoppers) |
When Print Size and Throughput Become the Primary Constraints?
Waiting one week for a single large part to finish printing is simply not acceptable in a modern factory.
Pellet 3D printers overcome size and speed constraints by using larger nozzles and high-flow screws, enabling you to deposit kilograms of plastic per hour rather than just grams, so you finish large jobs in hours.
Speed is the main reason my customers look at our industrial 3D printers. Standard filament printers use a tiny nozzle, usually 0.4mm wide. It is like trying to fill a bathtub with a teaspoon. It takes forever. Pellet printers use screw extruders. This is similar to the technology inside an injection molding machine. We use nozzles that are 2mm, 4mm, or even 8mm wide.
Because the nozzle is bigger, we can push more plastic out at once. We measure this in throughput. A filament printer might do 50 grams per hour. A good pellet printer can do 5 to 10 kilograms per hour. This speed changes how you plan production. You do not need a farm of 50 small printers. You just need one big pellet machine. This is vital for industries like furniture making or boat building. You can print a full-size chair or a section of a boat hull in one piece. You do not have to glue small pieces together anymore. This saves labor and makes the final part much stronger.
How Pellet-Based Extrusion Changes Production Economics?
You cannot scale up your business if your material costs eat all your potential profit margins.
Pellet-based extrusion changes the math of manufacturing by lowering the cost per part so drastically that 3D printing becomes cheaper than traditional tooling for small and medium batch production runs.
I spend a lot of time calculating ROI (Return on Investment) with business owners. The economics of pellet printing are very straightforward. In traditional manufacturing, you pay a high cost for a mold. If you make 10,000 parts, the mold cost is fine. If you only need 50 parts, the mold is too expensive. But standard 3D printing was also too expensive because of the material price.
Pellet printing sits in the perfect middle ground. The material is cheap, like injection molding. But you do not need a mold. This opens up new business models. For example, you can offer customized outdoor furniture. You do not need to stock inventory. You just keep bags of pellets. When a customer orders, you print it.
Let us look at the breakdown:
- Material Savings: You save up to 90% on plastic costs compared to filament.
- Time Savings: You print 10x to 50x faster. This reduces the machine hourly rate charged to each part.
- Labor Savings: You do not need to assemble small printed parts. You print one big block.
- Waste Reduction: If a print fails, you can often shred the bad part and reuse the pellets (for certain plastics). This is a circular economy inside your factory.
Design Considerations Unique to Pellet 3D Printing Systems?
You cannot simply take a file designed for a small desktop printer and expect it to work on a large pellet machine.
Designing for pellet systems requires you to account for thicker layer lines, minimum cooling times for massive amounts of heat, and specific geometry rules to prevent the large molten bead from collapsing.
When I help engineers transition to our machines, I have to teach them new design rules. The physics are different when you print big. The bead of plastic is hot and heavy. If you print a thin wall, it might wobble or fall over before it cools down. You usually need to design walls that are at least as thick as your nozzle width. If you use a 4mm nozzle, your wall should be at least 4mm thick.
Cooling is a major factor. You are laying down a lot of heat. If you print a small tower very fast, the plastic stays soft. It will melt into a blob. You need to design parts that have enough surface area to cool down, or you need to print two parts at once to give each layer time to set.
Also, the surface will have visible ridges. We call this the "corduroy effect." In your design, you must decide if this texture is okay. For art or furniture, it looks cool. for precision parts, you need to add extra material to the design. We call this "machining allowance." You print the part slightly bigger, and then you use a CNC router to trim it down to the exact size.
Processing Engineering Plastics Without Filament Limitations?
You are often limited by what materials can be successfully turned into a thin wire filament without breaking.
Pellet printers allow you to use a massive range of plastics, from soft rubber to ultra-hard PEEK, because the screw extrusion method can process materials that are too brittle, too soft, or too filled with fibers for filament spools.
This is one of the biggest advantages I see in our factory. Filament is fragile. If you try to make a filament out of a material with 50% glass fiber, it snaps on the spool. If you try to make very soft TPU filament, it gets stuck in the drive gears. Pellet printers do not have these issues. The screw pushes everything forward with force.
We can adjust the extruder screw and settings to handle many types of materials. This makes the application range very wide. Here is how I break down the material categories for my clients:
- Common Plastics (PU, EPS, XPS): These are great for basic shapes, art installations, or simple prototypes. They are cheap and easy to print.
- Engineering Plastics (PP, PE, PC, Nylon, PETG): These are the workhorses. We use them for functional parts. For example, glass-fiber reinforced Nylon is incredibly strong.
- High-Performance Plastics (PPS, PEEK, TPU, ASA): These are for extreme conditions. PEEK can withstand high heat in aerospace engines. TPU is flexible and rubbery.
Because we use pellets, we can also mix materials. We can add carbon fiber or glass fiber directly into the mix to make the part stiffer. This level of material control is impossible with standard filament printers.
Use Cases Where Pellet 3D Printing Delivers Measurable ROI?
Business owners always ask me where they will actually see the money return on a large machine investment.
Pellet 3D printing delivers the best ROI in industries requiring large-scale tooling, huge casting patterns, and full-size prototypes, where replacing wood or metal machining saves weeks of lead time.

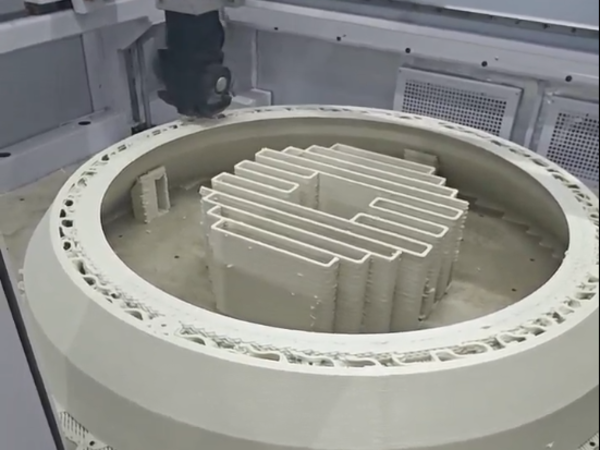
The best example of ROI comes from the foundry industry. Traditionally, if you want to cast a large metal part, you need a model (pattern) made of wood or foam. Skilled carpenters make these by hand. It is slow and expensive. Wood expands with moisture, and foam is fragile.
I have helped clients switch to using Polypropylene (PP) pellets for these models. We print the machine tool casting model using low-cost PP material. The performance is much better than traditional wood and foam. The PP model is durable. It does not absorb water. It does not rot. You can use it many times. The cost of the PP pellets is low, and the machine runs overnight. You do not need to pay a carpenter for two weeks of work.
Other strong use cases include:
- Automotive: Printing the "buck" (the mold) for carbon fiber bumpers or body panels.
- Marine: Printing sections of boat hulls or plugs for fiberglass molds.
- Construction: Printing concrete forms or complex architectural elements that are impossible to make with wood.
- Furniture: Direct printing of chairs and tables that are ready to sell.
Surface Quality, Strength, and Post-Processing Expectations?
You might worry that faster printing means a weaker or uglier part, but the reality is more nuanced.
While the surface finish of pellet prints is rougher than filament prints, the interlayer strength is often superior due to higher heat retention, and the parts are designed to be machined for a perfect finish.
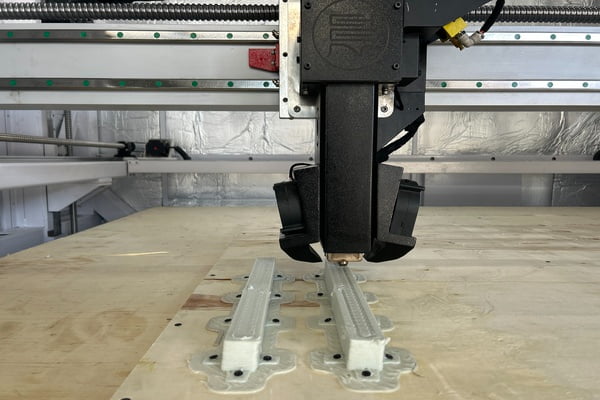
Let us be honest about the surface. When you print with a 4mm nozzle, you will see the lines. It looks like a stack of ropes. For some applications, this does not matter. But for a car mold, you need a smooth surface. This is why we often pair our 3D printers with our CNC machining centers.
We call this "Near Net Shape" manufacturing. You print the part slightly larger than needed. This takes a few hours. Then, you put it on a CNC machine (like our 5-axis centers) to mill the surface smooth. This is much faster than milling the whole part from a solid block of plastic. You save a huge amount of material waste.
Regarding strength, pellet prints are surprisingly tough. Because the bead of plastic is so thick, it holds heat for a longer time. This heat allows the new layer to bond very tightly with the layer below it. In filament printing, the thin line cools too fast, leading to weak bonds. In pellet printing, the layers fuse together almost completely. We see very good Z-axis strength in our tests.
Operational Challenges and How Industrial Systems Address Them?
Running a large industrial pellet printer is not as simple as pressing a button on a microwave.
Industrial systems address challenges like material moisture and uneven feeding by incorporating integrated drying systems and advanced screw designs that ensure consistent flow and print quality.
I want you to be prepared for the reality of the shop floor. The biggest enemy of pellet printing is moisture. Plastics like Nylon and PC absorb water from the air. If you print with wet pellets, water turns to steam inside the hot extruder. This makes bubbles in your print. The part will look bad and be weak.
To fix this, our industrial machines come with active drying hoppers. These systems circulate hot, dry air through the pellets before they enter the screw. This ensures the plastic is perfectly dry.
Another challenge is feeding. Pellets can sometimes bridge or get stuck in the hopper. We use agitators and precise feeding screws to make sure the flow is constant. If the flow stops for even ten seconds, you get a hole in your part. We also use closed-loop control systems. Sensors watch the pressure and temperature. If something changes, the machine adjusts the speed automatically. This reliability is what separates a DIY project from a professional industrial machine.
Evaluating Pellet 3D Printers for Professional and Industrial Use?
Buying the wrong machine can lead to months of frustration and wasted money.
When evaluating pellet 3D printers, you must look for a rigid chassis structure, high-temperature capabilities for engineering materials, and a control system that integrates well with your existing manufacturing workflow.
When you compare machines, do not just look at the price tag. Look at the weight of the machine. A pellet extruder is heavy. It moves fast. If the frame is light and flimsy, the whole machine will shake. This shaking creates waves in your print. At CHENcan, we use heavy-duty steel gantries, similar to our metal cutting CNC machines. Stability is everything.
You also need to check the temperature range. Some cheap extruders can only go to 250°C. This is fine for PLA. But if you want to print PC or Nylon, you need 300°C or more. For high-performance plastics3 like PEEK, you need even higher temps and a heated chamber.
Finally, look at the controller. Is it a hobby board? Or is it an industrial controller like Syntec, Siemens, or Fanuc? In a factory, you want a controller that your operators already understand. You also want a machine that uses standard G-code so you can use professional software like Siemens NX or Mastercam to generate your toolpaths.
What the Next Generation of Pellet 3D Printing Will Look Like?
Technology in this field is moving faster than almost any other manufacturing sector.
The future of pellet 3D printing lies in hybrid manufacturing machines that combine additive extrusion and subtractive milling in a single setup, allowing for finished parts to come off the machine without moving them.

I am very excited about where we are going. The next big step is the "All-in-One" machine. Right now, you usually print on one machine and machine on another. We are developing and refining hybrid centers. Imagine a machine with a tool changer. It picks up a pellet extruder, prints the part, puts the extruder away, picks up a milling bit, and smooths the surface.
This eliminates the need to move heavy parts. It removes alignment errors. You get a finished part in one cycle. We are also seeing smarter slicer software. Software that can vary the bead width automatically. It will print thick lines for the inside of the part to save time, and thin lines for the outside to look good.
We are also seeing multi-material printing. One screw prints a hard shell, and a second screw prints a soft rubber infill. This opens up amazing possibilities for car parts, soft robotics, and custom medical devices.