PLA vs PETG: A Complete Comparison to Help You Choose the Right 3D Printing Material?
Choosing the wrong 3D printing material1 wastes time and money. Failed prints frustrate everyone. Here is how to pick the exact filament for your specific project needs.
PLA is perfect for quick prototypes2 and visual models because it prints easily but lacks high heat resistance. PETG offers much better strength3, flexibility, and heat resistance, making it ideal for tough functional parts that need to survive outdoors or under stress.
You might think printing settings matter most, but material choice dictates your final success. Let us explore the real differences to help you make the smartest choice for your next large-scale or industrial print.
What Are PLA and PETG Basics?
Do you struggle to understand material specs? Ignoring the chemistry behind filaments leads to weak parts. We will break down these two popular materials simply.
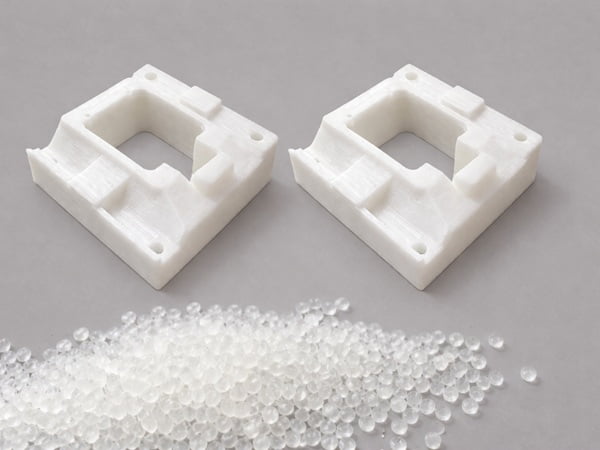
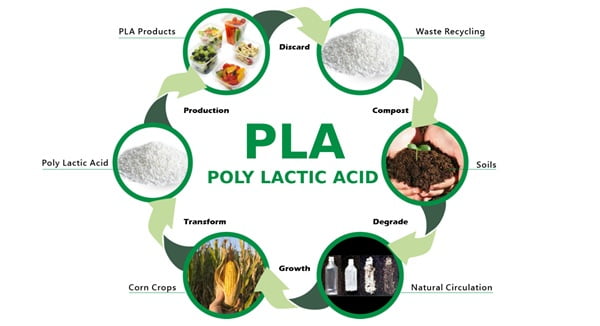
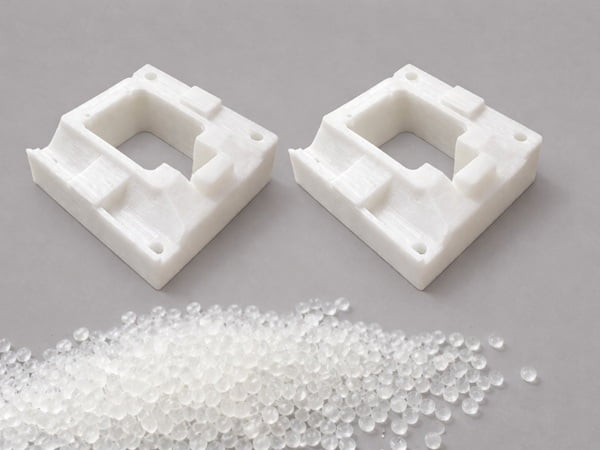
PLA (Polylactic Acid4) is a plant-based, biodegradable plastic used mainly for easy, low-stress printing. PETG (Polyethylene Terephthalate Glycol5) is a modified, durable plastic widely used in water bottles, known for high impact resistance and structural stability.
At CHENcan CNC, we build large industrial 3D printers. I see many engineers pick materials based on habit rather than science. You must match the material to your application scenario.
The Core Material Origins
PLA comes from renewable sources like corn starch. It is great for the environment but has limits in heavy industry. PETG adds glycol to standard PET plastic6. This small change stops crystallization, making it clear and strong.
Why Origins Matter
When you print large parts, like automotive prototypes, the base chemistry dictates how the part behaves over time.
| Feature | PLA | PETG |
|---|---|---|
| Source | Natural sugars | Petroleum-based |
| Odor | Sweet, mild | None |
| Recyclable | Yes (industrial) | Yes (standard bins) |
| Best For | Fast mockups | Functional parts |
If you need a quick visual model for a client presentation, PLA wins. But if you need a part for a machine shop floor, PETG gives you the toughness you actually need. Material choice impacts long-term durability.
How Do PLA and PETG Key Material Differences Explain Their Uses?
Weak parts break under pressure. Choosing a weak material ruins expensive industrial runs. Let us look at the exact differences that keep your parts safe.
The main difference is thermal and mechanical stability. PLA is rigid but brittle, deforming at low temperatures (around 60°C). PETG is slightly flexible, highly impact-resistant, and handles higher temperatures (up to 80°C) without losing its shape.
In industrial manufacturing, the "better" material does not exist. It is all about matching the material to structural demands.
Structural Stability
I often tell our clients in the wind turbine industry that large prints face huge internal stresses. PLA is stiff. It holds shape well on the printer bed but shatters if you drop it. PETG bends slightly before it breaks.
Cost vs Scale
When you print a 2-meter part on our large pellet 3D printers, cost structure matters. You must think about how the part acts under real weight.
| Difference Area | PLA | PETG |
|---|---|---|
| Stiffness | Very High | Moderate |
| Brittleness | High | Low |
| Heat Deflection | ~60°C | ~80°C |
| UV Resistance | Poor | Good |
PETG absorbs impacts better. This means PETG is much safer for parts that move or take hits. PLA is strictly for parts that sit still indoors. Never use PLA for structural load-bearing components. Environmental adaptation is key here.
Which Filament Is More Beginner-Friendly for Ease of Printing?
Warped prints waste time and money. Fighting your printer settings causes major delays. Find out which material lets you print smoothly without constant failures.
PLA is the easiest material to print because it does not need a heated bed or enclosure, and it rarely warps. PETG requires a heated bed (around 70-80°C) and careful nozzle temperature tuning to prevent stringing and bed adhesion issues.
However, I want you to look beyond basic ease of printing. For our industrial clients, the real issue is large-scale print success.
The Threat of Warping7
When you print massive foundry patterns, shrinkage is your biggest enemy. PLA shrinks very little. This makes it highly stable for huge dimensions. PETG shrinks more, which can lift the corners of a massive print.
Print Speed and Flow
In our factory, we test materials on our large gantry machines. PLA flows easily at lower temperatures. It allows for faster print speeds.
| Printing Needs | PLA | PETG |
|---|---|---|
| Bed Temp | 0 - 60°C | 70 - 90°C |
| Nozzle Temp | 190 - 220°C | 230 - 250°C |
| Enclosure | Not needed | Recommended |
| Stringing Risk | Very low | High |
PETG is sticky. It loves to ooze from the nozzle. While PLA is easier for a hobbyist, a professional user with a good machine can handle PETG perfectly. You just need to dry the PETG first to stop stringing.
How Do Strength, Flexibility, and Durability Compare?
Broken parts cause machine downtime. Replacing broken prototypes costs you thousands. Learn which material actually survives heavy daily use in tough environments.
PLA is harder and stiffer but snaps easily under sudden force. PETG is incredibly durable, highly resistant to impacts, and bends instead of breaking. For load-bearing parts or snap-fit joints, PETG always outperforms PLA.
We must focus on long-term durability, not just day-one strength. I once visited an automotive sheet metal client. They used PLA for a custom jig. It snapped on the second day.
Impact Resistance8
PETG excels here. Its layer adhesion is incredibly strong. When you print a part in PETG, it rarely splits along the layer lines. PLA layer adhesion is decent, but it cannot handle repeated shocks.
Long-term Deformation
Under constant weight, plastics creep or slowly bend. You must plan for this in your design.
| Mechanical Trait | PLA | PETG |
|---|---|---|
| Tensile Strength | High | Medium-High |
| Impact Strength | Low | High |
| Flexibility | Rigid | Semi-flexible |
| Layer Adhesion | Good | Excellent |
PLA creeps under load very quickly, especially if the room gets warm. PETG holds its shape much better under constant stress. If you are printing custom brackets or robot arms, PETG gives you the structural stability you need for years.
What Is the Heat, Water, and Chemical Resistance Difference?
Melted prints ruin your projects. Chemical damage destroys expensive models. Discover which material stands up to harsh outdoor and industrial conditions.
PETG easily wins in harsh environments. It withstands water, UV rays, and many industrial chemicals, while surviving temperatures up to 80°C. PLA deforms in hot cars, degrades in moisture over time, and melts at just 60°C.
Environmental adaptation is critical. Many people forget that where a part lives is just as important as how it looks.
Heat and Weather
If you leave a PLA part on your car dashboard in summer, it will melt into a flat puddle. PETG will survive perfectly. For our shipbuilding clients, outdoor exposure is a daily reality. They need parts that ignore sun and saltwater.
Chemical Contact
Industrial environments are dirty. They have oils, greases, and cleaning acids. Your material must resist these.
| Resistance Type | PLA | PETG |
|---|---|---|
| Heat Limit | ~60°C | ~80°C |
| UV Resistance | Poor | Excellent |
| Water Resistance | Low | High |
| Chemical Resistance | Fair | Very High |
PETG is chemically stable. You can wipe it with harsh cleaners and it stays strong. PLA absorbs water over time, making it swell and weaken. If your printed part touches fluids, chemicals, or sits outdoors, PETG is the only logical choice.
What Are the Surface Finish and Post-Processing Capabilities?
Ugly parts make a bad impression. Hard-to-sand materials waste hours of manual labor. Find out which plastic gives you the best final look.
PLA provides a matte or glossy finish and is very easy to sand, paint, and glue. PETG has a naturally glossy, shiny finish but is notoriously difficult to sand, paint, or glue because of its chemical resistance and slick surface.
When we make large foundry patterns, surface finish is everything. A smooth surface means a perfect mold.
Sanding and Painting
PLA is a dream for post-processing. You can hit it with sandpaper, apply a primer, and paint it quickly. Our automotive design clients use PLA for visual prototypes because they can make it look like real metal.
The PETG Challenge
PETG resists friction. If you try to sand it, it gets stringy and melts slightly.
| Post-Processing | PLA | PETG |
|---|---|---|
| Sanding | Easy | Hard |
| Painting | Takes paint well | Needs special primer |
| Gluing | Superglue works great | Very difficult |
| Visual Finish | Matte to Gloss | Highly Glossy |
Because PETG resists chemicals, glues do not stick to it well. You often need special plastic welders or mechanical screws to join PETG parts. Choose PLA if you need to paint the part. Choose PETG if you accept its raw, glossy look.
How Can You Avoid Common Printing Issues?
Failed prints cost you material and sleep. Fixing errors blindly leads to more frustration. Learn how to solve the biggest problems with these materials.
To avoid PLA issues, use cooling fans to prevent heat creep and keep your nozzle clean. For PETG, you must dry the filament to stop stringing, use a heated bed, and apply glue stick to the bed so it does not tear the glass.
In our CHENcan CNC testing lab, we push materials to their limits. Big prints amplify small problems.
Moisture Problems
Both materials absorb water from the air, but PETG is much worse. Wet PETG hisses in the nozzle and leaves ugly strings everywhere. You must invest in a filament dryer if you want strong, clean PETG parts.
Bed Adhesion
PLA sometimes fails to stick, so we use heated beds at 60°C. PETG has the opposite problem.
| Issue | PLA Solution | PETG Solution |
|---|---|---|
| Stringing | Lower temp slightly | Dry filament, tune retraction |
| Bed Tearing | Not common | Use glue stick as a barrier |
| Warping | Turn off drafts | Enclose printer, raise bed temp |
| Clogs | Check cooling fan | Clean nozzle, dry filament |
PETG sticks too well. If you print PETG directly on a glass bed, it will pull chunks of glass out when it cools. Always use a release agent like glue stick or hairspray for PETG. This protects your machine.
What Are the Best Applications for PLA vs PETG9?
Using the wrong plastic ruins your project goals. Guessing materials leads to unhappy clients. Here is exactly where you should use each material.
Use PLA for architectural models, visual prototypes, tabletop miniatures, and indoor display items where fine detail is needed. Use PETG for machine guards, robotic parts, outdoor enclosures, snap-fit joints, and custom manufacturing jigs that require high durability.
Application matching is everything. As I tell our buyers, the material must fit the job. It is not about which is easier; it is about performance.
Industrial vs Visual
For our clients in exhibition and sign making, PLA is king. You can print huge, detailed letters quickly and paint them. But for our clients in general metal manufacturing, they need custom tool holders. PETG is perfect for this.
The Mold Industry Exception
It is worth noting that for specific industries, neither PLA nor PETG might be best.
| Industry | Best Material | Reason |
|---|---|---|
| Architecture | PLA | High detail, easy to paint |
| Robotics | PETG | Impact resistance |
| Automotive Jigs | PETG | Chemical and heat tolerance |
| Mold Manufacturing | PP (Polypropylene) | Best price/performance in China |
For example, in the Chinese market for the mold manufacturing industry, PP (Polypropylene) material is actually the optimal choice for both performance and price. Always look at your specific industry needs before buying. Match the material to the structural need.
How Do Cost, Availability, and Filament Variations Compare?
High material costs destroy your profit margins. Waiting for rare filaments stops production. Let us look at how these materials affect your budget.
Both PLA and PETG are highly affordable and widely available, usually costing around $20 to $30 per kilogram. PLA offers more color choices, matte finishes, and blends like wood or metal. PETG offers fewer colors but provides excellent transparent options.
Cost structure is vital, especially when using industrial pellet 3D printers that consume kilograms of material per hour.
Bulk Purchasing
When you buy in bulk, PLA and PETG are very close in price. However, PLA blends like carbon fiber PLA can get expensive. PETG is naturally cheaper to produce in its clear form.
Material Variations
You can find PLA mixed with almost anything today. This gives you amazing visual options.
| Factor | PLA | PETG |
|---|---|---|
| Base Price/kg | $15 - $25 | $18 - $30 |
| Availability | Everywhere | Very common |
| Color Range | Massive | Moderate |
| Special Blends | Wood, Metal, Silk | Carbon Fiber, Glass Fiber |
If you need a part to look like real wood, you must use a PLA blend. But if you need a strong, clear part to cover an LED light on a special vehicle, clear PETG is the clear winner. Your budget will rarely be the deciding factor between these two.
Which Material Should You Choose Between PLA and PETG?
Making the final choice feels overwhelming. Picking the wrong spool wastes your time. Here is the final guide to making the right decision today.
Choose PLA if you want fast, highly detailed, easy-to-paint indoor models with zero warping. Choose PETG if you need strong, heat-resistant, chemically stable parts that will be used outdoors or subjected to heavy mechanical stress.
At CHENcan CNC, we have over 27 years of experience helping clients build things that last. I always remind our engineers: match the material to the structural need and environment.
The Final Checklist
Do not ask which is better to print. Ask what this part will do. If it holds weight, bends, or lives outside, grab the PETG.
Scale and Size
When printing massive parts, consider long-term stability and late-stage deformation.
| Decision Factor | Choose PLA | Choose PETG |
|---|---|---|
| Environment | Indoor, room temp | Outdoor, hot, dirty |
| Stress Level | Low, visual only | High, impacts, bending |
| Post-Processing | Needs paint/sanding | Used as printed |
| Detail Level | Very high | Moderate |
PLA is rigid but brittle. PETG is tough and flexible. For a hobbyist making toys, PLA is fine. For professional manufacturing, prototyping, and end-use parts, PETG is almost always the better engineering choice.
Conclusion
Choosing between PLA and PETG comes down to matching your exact application, environment, and structural needs. Pick PLA for simple visual models, and rely on PETG for tough, functional parts.
Understanding the best materials for 3D printing can save time and money by ensuring successful prints. ↩
Learn why PLA is a popular choice for quick prototypes, offering ease of use and cost-effectiveness. ↩
Discover the advantages of PETG's strength and flexibility for durable 3D printed parts. ↩
Understand the properties of PLA and how it is used in various 3D printing applications. ↩
Learn about the benefits of PETG, including its impact resistance and structural stability. ↩
Find out how glycol modification enhances PET plastic's clarity and strength for 3D printing. ↩
Learn techniques to prevent warping, a common issue that can ruin 3D prints. ↩
Explore the factors that contribute to a material's ability to withstand impacts in 3D printing. ↩
Discover the ideal uses for PLA and PETG, helping you choose the right material for your project. ↩