
Large-scale manufacturing often faces a difficult bottleneck with traditional 3D printing methods. You wait days for a single part, and the material costs eat into your profit margins. This slowness kills your ability to compete in a fast-paced market. Pellet 3D printing solves these problems by increasing speed and lowering costs significantly.
Pellet 3D printing uses raw plastic granules1 instead of expensive filament spools. This technology melts the plastic in a screw extruder2 to print large objects very quickly. It is the best solution for manufacturing big molds, furniture, and industrial prototypes that require high strength and low material cost.

I have worked in the CNC and manufacturing industry for over 27 years. I see many clients struggle with the limitations of standard printers. They waste time gluing small parts together. This is not efficient. I want to show you exactly how pellet systems work. We will look at the benefits and the challenges. You will understand if this technology fits your production line.
How Does Pellet Extrusion Differ from Filament-Based Printing?
Filament printing is great for hobbyists, but it is too expensive for big industrial jobs. You pay a premium for the manufacturer to turn pellets into a wire. This extra cost hurts your budget.
Pellet extrusion skips the filament creation step entirely and uses the raw material directly. A screw inside a heated barrel melts the granules and pushes them out. This method is much cheaper and allows for a higher volume of material flow.
I want to explain the mechanics of this difference. In a standard FDM printer, a small gear pushes a thin plastic wire into a heater. This wire is the filament. The motor has to work very hard to push the solid wire. This limits how fast you can print. If you push too fast, the wire strips or the nozzle clogs.
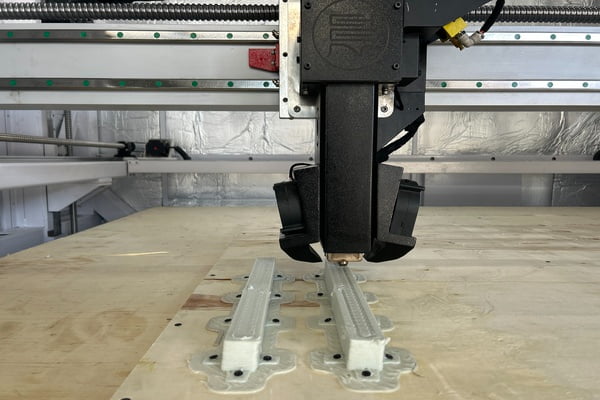
In a pellet system, we use a screw extruder. This is similar to an injection molding machine. We pour raw pellets into a hopper. The screw rotates and transports the pellets down a heated barrel. Friction and heaters melt the plastic. The screw generates high pressure. This pressure forces the molten plastic out of the nozzle.
The cost difference is huge. Filament can cost $20 to $50 per kilogram. Raw pellets often cost $2 to $5 per kilogram. If you print a 100kg mold, the savings are massive. At CHENcan CNC, we see clients save thousands of dollars on a single project just by switching materials.
| Feature | Filament Printing | Pellet Printing |
|---|---|---|
| Material Form | Plastic Wire on Spool | Raw Granules |
| Feeding Mechanism | Gears Grip Wire | Rotating Screw |
| Material Cost | High ($20-$50/kg) | Low ($2-$5/kg) |
| Print Speed | Slow | Very Fast |
| Best For | Small, Detailed Parts | Large, Heavy Parts |
What About Output Rate and Deposition Behavior in Large-Scale Builds?
Time is money in a factory, and waiting weeks for a print is not an option. Traditional printers lay down tiny lines of plastic. This takes forever for a large object.
Pellet systems can extrude several kilograms of plastic per hour. The nozzle deposits wide and thick tracks of material. This high output rate allows you to finish massive parts in one or two days instead of weeks.

You need to understand the scale of "high flow." A desktop printer might extrude 0.05 kilograms per hour. Our industrial pellet printers can extrude 5 to 10 kilograms per hour or even more. This is a completely different level of production.
The deposition behavior changes with this speed. The nozzle diameter is large. We usually use nozzles from 2mm up to 8mm wide. The layer height is also large. It can be 1mm to 4mm thick. This means the printer makes fewer passes to build the wall.
This behavior creates very strong parts. The large mass of hot plastic holds heat longer. This helps the new layer bond tightly to the old layer. The adhesion is excellent. However, you cannot print tiny details. You cannot print a small figure with a 4mm nozzle. The plastic flows out like thick toothpaste. Gravity affects the molten plastic more than in filament printing. You must design your parts with this in mind. We advise our clients to think about wall thickness. Thin walls do not work well here. You want thick, sturdy structures.
Is There Material Flexibility and Industrial Polymer Compatibility?
Many engineers feel limited by the materials available on spools. You might need a specific plastic for a car part. Finding that exact plastic in filament form is often impossible.
Pellet printers allow you to use almost any thermoplastic available in the injection molding market. You can mix different pellets to create custom blends. This gives you access to thousands of industrial-grade materials.
I love the freedom this technology gives to material engineers. You are not stuck with what a filament vendor sells. You can buy standard ABS, PLA, or PETG pellets from any supplier. You can also use engineering plastics like PC, PA (Nylon), or PEEK.
The real advantage is in composites. You can buy pellets mixed with glass fiber or carbon fiber. These fibers make the part very stiff and strong. In filament printing, high fiber content makes the wire brittle. It breaks in the feeder. With pellets, this is not a problem. The screw handles the fibers easily.
You can also use recycled materials. We have clients who grind up old plastic parts. They put this "regrind" directly into the printer. This is good for the environment and saves money. You can also add color masterbatches. You mix a few color pellets with natural pellets. The screw mixes them as they melt. You get colored parts without buying pre-colored material.
- Standard Plastics: PLA, ABS, PETG, TPU.
- Engineering Plastics: ASA, Nylon, PC.
- High Performance: PEEK, PEI (requires high temp).
- Composites: Carbon Fiber filled, Glass Fiber filled.
- Recycled: Regrind from waste plastic.
How Good Is Dimensional Accuracy in High-Flow Printing Systems?
Speed is great, but the part must fit the design requirements. You might worry that fast printing leads to poor accuracy. This is a valid concern for precision engineering.
High-flow systems generally have lower dimensional accuracy than slow filament printers. The plastic shrinks as it cools down. You must compensate for this shrinkage in your digital design file to get the correct final size.
You must accept a trade-off here. When you print fast with a lot of heat, you introduce thermal forces. The plastic expands when hot and shrinks when cold. A large part might shrink by 1% or 2%. On a 2-meter long boat hull, this is a significant amount.
The nozzle size also limits the resolution. The corners will not be sharp. They will have a radius equal to the nozzle radius. If you use a 4mm nozzle, your internal corners will be rounded. You cannot print sharp 90-degree internal angles perfectly.
I tell my customers to use "critical thinking" regarding tolerance. Do not expect +/- 0.1mm accuracy straight from the printer. You should design the part slightly larger. We call this "oversizing." You add extra material to the critical surfaces. Then, you use a CNC machine to trim it to the exact size. This is the standard workflow for industrial pellet printing. The printer creates the "near-net shape." It gets you 95% of the way there. The shrinkage is predictable if you know your material. We provide parameters to help control this.
What Are the Surface Quality Expectations and Post-Processing Needs?
You might expect a smooth surface like a molded part. If you do, you will be disappointed with the raw print. The layers are very visible.
Pellet printed parts have a rough surface with distinct layer lines. This is not suitable for cosmetic parts immediately. However, the best industrial solution is to print the part slightly large and then machine it with a CNC mill for a perfect finish.
This is where my insight as a manufacturer is important. Filament printers can make smoother surfaces. The layers are small. But they are slow. Pellet printers are rough. The layers are big.
If you need a high-precision surface, a filament printer seems better at first. But wait. A filament printer cannot make a 2-meter mold quickly. A pellet printer can. The solution is the combination of technologies. We call this "Hybrid Manufacturing."
You print the object with a pellet extruder. It looks like a stack of ropes. It is strong but ugly. Then, you put it on a CNC machine. We at CHENcan specialize in 5-axis machining centers. The CNC cutter removes the outer layer. It cuts through the layer lines. The result is a smooth, accurate surface.
This method is perfect for molds. You get the speed of printing. You get the accuracy of machining. This is much faster than machining a block of metal from scratch. It is also faster than printing with a tiny filament nozzle. For thick-walled, large industrial models, the Pellet + CNC method is the winner.
How Do Energy Consumption and Thermal Management Compare?
Factory owners always look at the electricity bill. You need to know if these machines are power-hungry monsters. They do use a lot of power, but the efficiency is surprising.
Pellet extruders require high power to heat the barrel and the large print bed. However, because the print time is so short, the total energy used per part is often lower than smaller printers that run for days.

Let us break down the energy use. A pellet extruder has several heating zones. The barrel is long. It needs powerful heater bands to melt the plastic quickly. The motor also needs power to turn the screw against the pressure.
The print bed is another energy consumer. A large printer has a large bed. Keeping a 3-meter bed hot takes a lot of energy. If you print ABS, you need a heated chamber too. This sounds expensive.
But you must look at the time. A filament printer might take 100 hours to print a chair. It draws low power, but it draws it for 100 hours. A pellet printer might print the same chair in 4 hours. It draws high power, but only for 4 hours.
The total kilowatt-hours (kWh) are often less for the pellet printer. You also save on facility costs. You do not need lights and air conditioning running for days for a single job. Thermal management is critical for quality. You must ensure the layers do not cool too fast. If they do, they warp. Our machines use enclosed designs to keep the heat inside. This improves energy efficiency too.
What About Maintenance, Wear, and Long-Term Operating Costs?
Every machine needs care. You do not want a machine that costs a fortune to fix every month. Industrial equipment must be durable.
The screw and barrel are the main wear components in a pellet printer. Abrasive materials like glass fiber will wear them down over time. Despite this, the low cost of pellets keeps the long-term operating costs significantly lower than other methods.
I want to be honest about wear. When you push plastic through a metal barrel, friction happens. If you use pure plastic like PLA, the wear is very low. The machine can run for years without major parts replacement.
However, many industrial clients use carbon fiber composites. Carbon fiber is hard. It acts like sandpaper inside the barrel. Over time, the gap between the screw and the barrel gets bigger. This reduces pressure. You will need to replace the screw and barrel eventually.
At CHENcan, we use hardened steel for our screws. This extends the life. Even with replacement costs, you save money. Let us do the math. If you print 1,000 kg of material a year:
- Filament cost: $30,000 (at $30/kg).
- Pellet cost: $4,000 (at $4/kg).
- Savings: $26,000.
A new screw might cost a few thousand dollars. You still come out far ahead. Other maintenance is simple. You grease the rails. You clean the nozzle. It is similar to a CNC machine.
What Are Common Failure Modes in Pellet 3D Printing?
No technology is perfect. You will face problems. Knowing these problems helps you avoid them. I have seen many prints fail because of simple mistakes.
The most common failures are nozzle clogging and warping due to uneven cooling. If the pellets are wet, steam bubbles will ruin the print. Controlling the environment and material quality is essential for success.
Moisture is the enemy. Plastic pellets absorb water from the air. If you put wet pellets in the extruder, the water boils. It turns into steam. The nozzle spits and pops. The print will have holes. It will be weak. You must dry your pellets before printing. We use industrial dryers for this.
Warping is another big issue. Large plastic parts shrink. If the bottom cools faster than the top, the corners lift up. The part detaches from the bed. This is a disaster. You lose material and time. To stop this, you need a heated chamber. You need a good adhesive on the bed.
Clogging can happen in the hopper. sometimes the heat travels up the screw. The pellets melt too early. They clump together before they enter the barrel. We call this "heat creep." Good cooling around the hopper throat prevents this. You also need to watch for "bridging." Pellet printers cannot print over empty air well. You need to design slopes, not flat overhangs.
Where Do Pellet Printers Outperform Other Technologies?
You have many choices for manufacturing. You need to know when to pick the pellet printer. It is not for everything. It has a specific "sweet spot."
Pellet printers are the undisputed champions for objects larger than one meter. They excel in making boat molds, furniture, automotive prototypes, and sculptures. In these sectors, they are faster and cheaper than any other option.
I see the best results in the marine industry. Making a plug for a boat hull usually takes weeks of manual labor. Workers carve foam and paste fillers. It is messy and toxic. A pellet printer can print the hull sections in a few days. You machine it, and it is ready.
Furniture designers also love it. They can print a full-size chair in one piece. They can use recycled plastic to make it eco-friendly. This is a great selling point.
Foundries use it for sand casting patterns. They print the pattern in plastic. It is durable and accurate enough.
Construction and architecture are new fields. People are printing concrete formworks. They print complex shapes that are impossible to make with wood.
- Marine: Hulls, dashboards, molds.
- Automotive: Bumpers, spoilers, interior mockups.
- Art: Large sculptures, movie props.
- Industry: Jigs, fixtures, composite molds.
What Are the Decision Criteria for Adopting Pellet 3D Printing?
You are the boss or the manager. You have to sign the check. You need a checklist to make the right decision.
You should invest in a pellet 3D printer if you produce large parts regularly and have access to CNC machining. If you only need small, high-detail models, stick to filament or resin printers. The return on investment depends on your volume and part size.
Ask yourself these questions:
- Size: Do I need parts larger than 500mm? If yes, pellet is good.
- Volume: Do I use more than 100kg of plastic a year? If yes, the material savings will pay for the machine.
- Finish: Do I have a CNC machine or a way to post-process? As I said before, the surface is rough. You need a plan to smooth it.
- Space: Do I have floor space? These machines are big. They are not desktop units.
- Power: Do I have industrial power supply? You need stable 3-phase power usually.
At CHENcan, we help clients analyze their needs. Sometimes a 5-axis CNC is enough. Sometimes a printer is better. Often, having both is the ultimate solution. We look at your drawings. We calculate the cost per part. We help you see the real numbers. Do not buy technology just because it is cool. Buy it because it makes you money.
Conclusion
Pellet 3D printing is a powerful tool for heavy industry. It is fast, cheap, and strong. It is not perfect for small details, but when combined with CNC machining, it offers the best way to manufacture large-scale models and molds efficiently.