Carbon Fiber Pellet 3D Printing: Why Are Industrial-Grade Parts Moving Beyond Filament?
leading paragraph: You are likely struggling with the high cost and slow speed of printing large parts1. Filament is great for small models, but it fails when you need industrial scale.
snippet paragraph: Carbon fiber pellet 3D printing2 uses raw thermoplastic granules%%%FOOTNOTE_REF3%%% mixed with chopped fibers instead of expensive spools. This method reduces material costs by up to 10 times, increases print speeds significantly, and allows for much larger, stronger composite parts suitable for [industrial molds](https://formlabs.com/blog/3d-printing-for-injection-molding/?srsltid=AfmBOooy3MlKawpsZSXaxwlS6LVuai0bXbhZ9ErFRh6Hl0s66tDlMkn)4 and end-use components.

Transition Paragraph: Many manufacturers stick to filament because it is what they know. However, sticking to the old way costs you money and time. I want to show you exactly why pellet systems are the superior choice for heavy industry.
LOOP START
What Is Carbon Fiber Pellet 3D Printing and How It Works?
leading paragraph: You might be familiar with standard FDM printing. But pellet printing operates on a completely different scale and mechanism that changes the manufacturing game.
snippet paragraph: It uses a screw extruder5 to melt raw plastic pellets mixed with chopped carbon fibers. The screw pushes molten material through a nozzle to build layers, similar to injection molding but without the mold, enabling massive throughput.

Dive deeper Paragraph: To understand this technology, you need to look at the extruder. In a standard printer, a gear pushes a thin wire. In our pellet printers, we use a hopper and a screw. You pour raw pellets into the hopper. Gravity pulls them into a heated barrel. A screw rotates inside this barrel. This rotation creates friction and pressure. This melts the plastic and mixes the carbon fibers evenly.
The molten material exits through a nozzle. Here is a key insight I have learned from years at CHENcan CNC: the nozzle size matters. We can use nozzles ranging from small diameters up to very large ones. This flexibility allows us to control the flow rate. If you need fine detail, you use a smaller nozzle. If you need speed, you use a larger one. The screw mechanism provides much higher pressure than a filament gear. This means we can push thicker, more viscous materials. The result is a part that is built faster and holds together better.
| Feature | Filament Printing | Pellet Printing |
|---|---|---|
| Input Material | Plastic Wire on Spool | Raw Granules (Pellets) |
| Force Mechanism | Pinch Gears | Rotating Screw |
| Material Cost | High (Processed) | Low (Raw Material) |
| Throughput | Low (Grams/hour) | High (Kilograms/hour) |
LOOP END
LOOP START
Why Filament-Based Carbon Fiber Printing Breaks Down at Scale?
leading paragraph: Small filament spools look convenient on a desk. But try printing a car bumper or a boat mold with one, and you will see the problem.
snippet paragraph: Filament is limited by spool size and diameter, making it inefficient for large jobs. Large prints require frequent spool changes, creating weak points in the print, and the thin filament cannot flow fast enough for massive parts.
Dive deeper Paragraph: When you try to scale up with filament, you hit a wall. First, there is the issue of time. A filament printer lays down a very thin line of plastic. If you want to print a mold that is two meters long, it might take weeks. In a factory, you cannot wait weeks for one part. The machine is tied up, and production stops.
Second, consider the material connection. A spool runs out. You have to pause the print and load a new one. Every time you stop and start, the material cools down. This creates a cold joint. This is a weak spot. Under stress, the part will crack right at that line. Also, filament is brittle. Carbon fiber filament snaps easily in the drive gears. This causes jams. I have seen engineers spend half their day fixing jams instead of printing. With pellets, you just keep pouring material into the hopper. The printing never stops.
LOOP END
LOOP START
Pellet vs Filament for Carbon Fiber: Cost, Throughput, and Reliability?
leading paragraph: Money matters in manufacturing. Speed matters even more when you have a deadline. You need to know the real numbers behind these two methods.
snippet paragraph: Pellets are raw material, so they cost significantly less than processed filament. Pellet extruders can output kilograms per hour, whereas filament printers output grams per hour, making pellets much faster and cheaper.
Dive deeper Paragraph: Let us talk about the price tag. Filament is expensive because it is processed. Someone had to melt pellets, make a wire, coil it, and package it. You pay for that processing. Pellets are the raw material. You buy them in bulk bags. The cost difference is huge. Often, pellets are five to ten times cheaper per kilogram than the same material in filament form. If you print a 100kg mold, this saves you thousands of dollars.
Then there is speed. We measure speed in flow rate. A good filament printer might do 50 grams per hour. A CHENcan pellet extruder can do several kilograms per hour. This is not a small improvement; it is a totally different class of speed. Regarding reliability, pellets are simpler. There is no long filament path to get tangled. The screw just turns. As long as you have pellets in the hopper, the machine runs. This reliability is crucial for long prints that take days to complete.
LOOP END
LOOP START
Common Carbon Fiber-Reinforced Pellets Used in Industrial 3D Printing?
leading paragraph: Not all plastics are the same. You need the right mix for the job, and pellet systems give you many options.
snippet paragraph: Common materials include PLA-CF, ABS-CF, PETG-CF, and high-performance engineering plastics6 like PEEK-CF or PEI-CF. These combine the base plastic's properties with the stiffness and strength of carbon fiber.

Dive deeper Paragraph: We see a wide range of materials used in our machines. For basic prototypes, PLA-CF is common because it is easy to print. But for real industrial work, we look at stronger stuff. ABS-CF and ASA-CF are very popular for automotive parts. They resist heat and sunlight. For even tougher jobs, we use PETG-CF. It has a good balance of strength and chemical resistance.
For the high end, like aerospace, we use PEEK-CF or PEI-CF. These materials can withstand very high temperatures. A standard filament printer struggles to melt these, but a pellet extruder with a high-power heater handles them easily. I also want to share an insight about surface finish. The material you choose changes how the part feels. Some carbon fiber blends result in a rough, matte texture. Others can be quite smooth. By selecting the right material, you can achieve a "smooth hand feel" on the final part, which is important for consumer-facing products.
LOOP END
LOOP START
Designing Strong, Lightweight Parts with Carbon Fiber Pellet Extrusion?
leading paragraph: A strong material needs a good design. You cannot just guess the geometry and hope it works.
snippet paragraph: Design for pellet printing involves optimizing wall thickness and infill patterns. The carbon fibers align with the print direction, providing immense strength along the print path, allowing for lighter parts with high structural integrity.

Dive deeper Paragraph: When you design for pellet printing, you must think about the layer lines. I know that pellet prints have visible layers. This is a fact of the technology. However, you can use this to your advantage. The carbon fibers inside the plastic align themselves with the direction of the nozzle movement. This makes the part incredibly strong along the X and Y axes.
To manage the look of the layers, you have choices. You can select a different nozzle diameter. A smaller nozzle makes finer layers, reducing the "stair-step" effect. A larger nozzle makes bigger layers but prints faster. You have to balance aesthetics with speed. Also, because the nozzle is wide, you can print a single wall that is very thick and strong. You do not need to do ten passes like a filament printer. One pass with a 4mm nozzle creates a solid, sturdy wall. This allows you to design parts that are lightweight but stiff.
| Design Factor | Filament Strategy | Pellet Strategy |
|---|---|---|
| Wall Thickness | Multiple thin perimeters | Single wide perimeter |
| Infill | High density needed | Low density or none needed |
| Layer Height | Very small (0.2mm) | Large (1.0mm - 3.0mm) |
| Strength Source | Solid infill | Thick outer shell |
LOOP END
LOOP START
Thermal, Mechanical, and Wear Challenges—and How Pellet Systems Solve Them?
leading paragraph: Carbon fiber is abrasive. It eats standard brass nozzles for breakfast, so you need tough hardware.
snippet paragraph: Carbon fiber wears down standard extruder parts quickly. Industrial pellet systems use hardened steel screws and nozzles to resist abrasion. They also use heated chambers to prevent warping during the cooling process.

Dive deeper Paragraph: Carbon fiber is basically chopped up rock. It is very hard. If you push it through a soft brass nozzle, the nozzle hole will get bigger and bigger. Your print quality will fail. At CHENcan, we solve this by using bimetallic screws and hardened steel nozzles. These parts are heat-treated to be harder than the carbon fiber. They can run for thousands of hours without wearing out.
Thermal issues are another challenge. When you print a big part, the plastic shrinks as it cools. This causes warping. The corners lift off the table. To stop this, our industrial machines use a heated build plate7 and often a heated chamber. We keep the air around the print warm. This allows the plastic to cool down slowly and evenly. This relieves the internal stress. The result is a flat, dimensionally accurate part. We also design the screw to generate the right amount of shear heat, ensuring the material is perfectly melted before it leaves the nozzle.
LOOP END
LOOP START
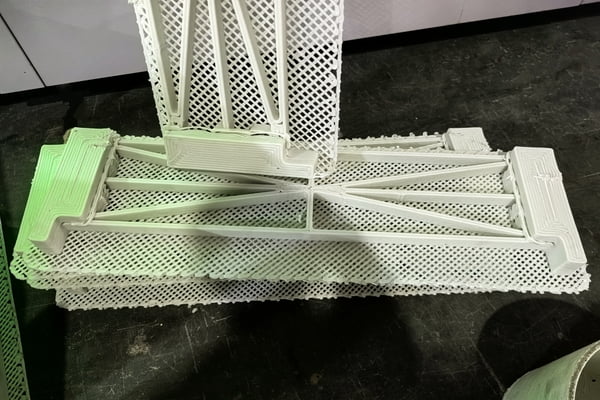
Industrial Applications That Require Carbon Fiber Pellet 3D Printers?
leading paragraph: Who actually uses these machines? It is not for printing toys; it is for heavy-duty manufacturing.
snippet paragraph: Industries like aerospace, automotive, and marine use these for molds, jigs, and fixtures. They also print large end-use parts like drone bodies, boat hulls, and furniture that require high strength and low weight.

Dive deeper Paragraph: Our customers come from serious industries. Wind turbine manufacturers use our machines to print mold plugs. They need something big and accurate, and they need it fast. Shipbuilders print hull sections or internal structures. The carbon fiber makes these parts resistant to the harsh marine environment.
In the automotive sector, we see a lot of fixture printing. When you assemble a car, you need a jig to hold the parts in place. These jigs must be stiff. Carbon fiber pellets are perfect for this. We also have clients making furniture. They print chairs and tables in one piece. The texture of the layers gives the furniture a unique, modern look. Sculpture makers also love it. They can print huge statues that are light enough to move by hand but strong enough to stay outside. The speed of pellet printing makes these large projects feasible.
LOOP END
LOOP START
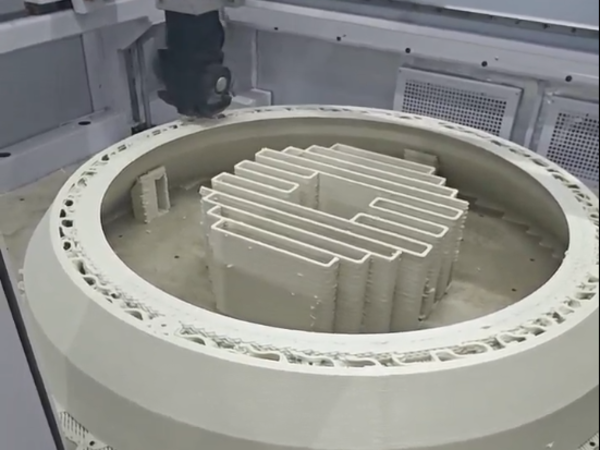
How Large-Format Pellet 3D Printers Enable One-Piece Composite Manufacturing?
leading paragraph: Joining parts together is a headache. Glue joints are weak points that can ruin the whole structure.
snippet paragraph: Large-format printers allow you to print massive components in a single piece. This eliminates assembly steps, removes weak glue joints, and ensures the part has uniform strength throughout its entire geometry.

Dive deeper Paragraph: Imagine you need a mold that is three meters long. If you use a small printer, you have to print twenty small blocks. Then you have to glue them together. Then you have to sand the seams. Then you have to reinforce it. It is a nightmare. It takes forever and the seams might crack.
With a large-format pellet printer, you print the whole thing at once. Our machines have massive build volumes. You start the print on Monday, and by Wednesday, you have a finished three-meter part. There is no assembly labor. There are no weak spots. The structural integrity is continuous from one end to the other. This is crucial for composite molds (like for carbon fiber layup) because vacuum pressure can break glued seams. A solid printed part withstands the vacuum pressure much better. This "one-piece" capability is the biggest advantage for our large industrial clients.
LOOP END
LOOP START
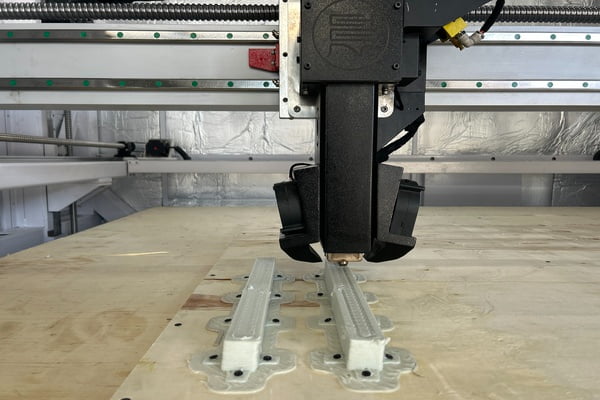
Key Technical Requirements for Printing Carbon Fiber with Pellets?
leading paragraph: You cannot just dump pellets in and press start. You need the right machine setup to succeed.
snippet paragraph: You need a high-temperature extruder, a hardened screw design, and a stable gantry system. A heated build plate and enclosure are essential to keep the carbon fiber composite stable while printing large layers.

Dive deeper Paragraph: To print carbon fiber pellets well, the machine must be robust. First, look at the frame. It must be heavy and rigid. When the print head moves fast, a weak frame will shake. This shaking ruins the surface finish. We use heavy steel gantries to stop this.
Next, the temperature control must be precise. The extruder needs to reach high temperatures, sometimes over 400 degrees Celsius, depending on the plastic. But cooling is also important. You need powerful fans to cool the layer immediately after it is laid down, so it holds its shape. But you cannot cool it too much, or the layers won't stick. It is a balance. Also, bed adhesion is critical. We use special coating sheets on the build plate. The hot plastic sticks to it strongly, but releases when it cools down. Without this, a large print will curl up and fail halfway through.
| Component | Requirement | Why it matters |
|---|---|---|
| Extruder Screw | Hardened Steel | Resists abrasion from carbon fiber |
| Heater | High Power (400°C+) | Melts high-temp engineering plastics |
| Gantry | Heavy Duty / Rigid | Prevents vibration at high speeds |
| Build Plate | Heated & Coated | Prevents warping and detachment |
LOOP END
LOOP START
The Future of Carbon Fiber Manufacturing with Pellet-Based 3D Printing?
leading paragraph: We are just getting started. The technology is moving fast and changing how factories work.
snippet paragraph: The future holds even faster print speeds and multi-material capabilities. We will see more automated post-processing and smarter software that optimizes the fiber orientation for maximum strength in every specific load path.
Dive deeper Paragraph: I see a very bright future for this technology. We are already seeing hybrid machines. These combine a 3D printer and a CNC mill. You print the part slightly distinct, and then the mill trims it to perfect tolerance. This gives you the speed of printing with the precision of machining. CHENcan is already working in this direction.
Software is also getting smarter. Soon, slicing software will analyze the stress on a part. It will tell the printer exactly how to orient the fibers for that specific load. We will also see more use of recycled materials. You can grind up old car parts into pellets and print new parts. This is a circular economy. As I mentioned earlier, for industrial applications, the pellet printer is simply more advanced. It is faster, bigger, and cheaper. It is the natural evolution of manufacturing.
LOOP END
Conclusion
To summarize, filament is for hobbyists, but pellets are for industry. By switching to carbon fiber pellets, you lower costs, print faster, and build stronger, larger parts without assembly headaches.
Understand the challenges faced when printing large parts and how to overcome them. ↩
Explore the advantages of this innovative printing method that significantly reduces costs and increases efficiency. ↩
Learn how these materials revolutionize the 3D printing industry by lowering costs and enhancing performance. ↩
Discover the process of creating durable industrial molds with advanced 3D printing techniques. ↩
Gain insights into the mechanics of screw extruders and their role in efficient 3D printing. ↩
Explore the benefits of using high-performance plastics in industrial 3D printing applications. ↩
Discover how a heated build plate enhances print quality and reduces warping in 3D printing. ↩